

 English
English français
français русский
русский العربية
العربيةBuscar
Qué estás buscando?
Buscar

El viaje desde bobinas de acero en bruto hasta una "torre reticulada autoportante es una sinfonía de fabricación pesada, ingeniería de precisión y control de calidad meticuloso. Una torre reticulada autoportante es una estructura reticular espacial ensamblada a partir de cientos o incluso miles de ángulos y placas de conexión mediante pernos. Cualquier desviación en un solo orificio de conexión puede hacer imposible el montaje en obra. Por eso el proceso de fabricación está regido por normas rigurosas—normalmente GB/T 2694 para torres de transmisión o ANSI/TIA-222-H para estructuras de telecomunicaciones—y por qué cada paso, desde el material plano hasta el embalaje final, está sujeto a una verificación sistemática de calidad.

Esta guía recorre el flujo completo de fabricación, destacando los puntos críticos de control de calidad que garantizan que cada torre llegue al sitio lista para un montaje fluido y eficiente.
El ciclo de fabricación comienza con recepción e inspección de materia prima. Se entregan en la fábrica bobinas de acero de bajo carbono de alta calidad o perfiles de acero en ángulo. A su llegada, los materiales se someten a una inspección visual para detectar defectos superficiales, seguida de muestreo para ensayos físicos y químicos para verificar las propiedades mecánicas y la composición química según las normas nacionales. Para torres de energía y telecomunicaciones, son comunes materiales como Q235B, Q345B o Q355B (acero de baja aleación de alta resistencia), seleccionados por su resistencia, tenacidad y soldabilidad.
Para perfiles de acero en ángulo producidos a partir de bobinas, el acero se desenrolla, se nivela y se corta en tiras estrechas, luego se alimenta a través de una serie de rodillos en un "proceso de conformado en frío" para darles forma de perfiles angulares estándar en L. Este trabajo en frío aumenta la resistencia mediante el endurecimiento por deformación.proceso de conformado en frío para darles forma de perfiles angulares estándar. Este trabajo en frío aumenta la resistencia mediante el endurecimiento por deformación.
A continuación se realiza el corte. Los ángulos largos se cortan a longitudes específicas según los planos de diseño de la torre utilizando "corte con sierra" de alta precisión o "cizallado". Para las placas de acero utilizadas en placas de unión y nodos de conexión, el corte se realiza mediante máquinas de corte por plasma, llama o láser, según el espesor.corte con sierraocizalladoPara las placas de acero utilizadas en placas de unión y nodos de conexión, el corte se realiza mediante máquinas de corte por plasma, llama o láser, según el espesor.
· Certificación de material: Los informes de ensayo de laminación deben confirmar la composición química y las propiedades mecánicas
· Precisión dimensional: Las longitudes de corte deben coincidir con las especificaciones de diseño; los errores aquí se acumulan en los pasos posteriores
· Calidad de bordes: Sin rebabas y con extremos cuadrados que garantizan un ajuste adecuado durante el ensamblaje
· Trazabilidad del material: Cada lote se etiqueta y se rastrea a lo largo de todo el flujo de producción

La realización de orificios es posiblemente el paso más crítico en la fabricación de torres. Toda la filosofía de conexión atornillada de una torre reticulada depende de que la posición de los orificios sea precisa dentro de tolerancias estrictas. Existen dos métodos principales:
Punzonado CNC: Para la mayoría de los perfiles de acero en ángulo de tamaño estándar, los fabricantes utilizan líneas de producción CNC de ángulos para el punzonado. Este equipo automatizado integra alimentación, transporte, punzonado y corte, impulsado directamente por datos generados por software de despiece, eliminando por completo la medición y el marcado manual. La tecnología CNC garantiza que cada componente sea idéntico, eliminando errores de ensamblaje y asegurando la integridad estructural.
Taladrado CNC: Para secciones más gruesas (normalmente ángulos con espesor de ala superior a 14 mm) o cuando se requiere mayor calidad en la pared del orificio, se prefiere el taladrado. El taladrado no produce el efecto de desgarro por impacto en el metal base, lo que da como resultado una mayor suavidad superficial en las paredes del orificio.
Para las placas de conexión (placas de unión), los orificios se producen utilizando prensas hidráulicas con múltiples estaciones de troquel, capaces de punzonar, taladrar e incluso marcar en una sola configuración.
· Precisión de la posición de los orificios: Los sistemas CNC mantienen una precisión de posicionamiento de los orificios que las operaciones manuales nunca pueden igualar
· Diámetro y redondez de los orificios: Monitoreado durante la producción por el personal de inspección de calidad
· Desbarbado: Los bordes de los orificios se desbarban para evitar concentraciones de esfuerzo y garantizar una inserción suave de los pernos
· Inspección del primer artículo al 100%: La primera pieza de cada lote de producción se mide completamente antes de continuar con la producción en masa

Ciertos componentes—como elementos de arriostramiento, conexiones curvas y perfiles de brazos transversales—requieren un doblado más allá del perfil angular estándar. Doblado en frío se utiliza predominantemente, donde el acero se forma a temperatura ambiente mediante prensas hidráulicas o dobladoras de tracción rotativa. Este método es eficiente y preserva las propiedades del material.
Para secciones muy gruesas o radios ajustados, doblado en caliente (calentando el acero a una temperatura específica para hacerlo maleable) puede emplearse, aunque es menos común para ángulos estándar.
Operaciones adicionales de conformado incluyen:
· Corte de ángulos: Eliminación de material para crear holgura en las conexiones
· Apertura/cierre de ángulos: Ajuste del ángulo entre las alas
· Aplanado: Compresión del extremo de un elemento para el ajuste de conexión
· Limpieza de raíz: Eliminación del material del cordón de raíz para una adecuada preparación de la junta
· Rebaje posterior: Mecanizado de la cara posterior de las patas del ángulo para conexiones al ras
· Radio de curvatura y ángulo: Verificado contra las especificaciones de diseño
· Integridad de la superficie:Sin grietas ni adelgazamiento excesivo en las zonas de curvatura
· Estabilidad dimensional: Los componentes conformados deben mantener su forma durante el manejo posterior

Si bien la estructura principal de la torre utiliza conexiones atornilladas para el montaje en campo, los subensambles más pequeños—como placas de conexión, extremos de espiga, soportes de escalera y plataformas de equipos—se sueldan en fábrica.
Los soldadores calificados utilizan procesos que incluyen SMAW (Shielded Metal Arc Welding) o el más eficiente FCAW (Flux-Cored Arc Welding). Toda la soldadura se realiza conforme a procedimientos calificados Welding Procedure Specifications (WPS), con soldadores certificados para los procedimientos específicos que ejecutan.
Para soldaduras críticas portantes,se realiza 100% de ensayos no destructivos (NDT)se implementa. Para torres que serán galvanizadas por inmersión en caliente, la calidad de la soldadura es particularmente importante porque la galvanización no ocultará defectos—de hecho puede revelar porosidad o inclusiones de escoria a través de filtraciones de zinc.
· Inspección visual: Se revisa la apariencia del cordón de soldadura, el perfil y el socavado por personal autorizado
· Métodos de NDT:
Ensayos ultrasónicos (UT): inspeccionan defectos internos como falta de fusión, grietas e inclusiones de escoria
Ensayo de partículas magnéticas (MT): detecta grietas superficiales y subsuperficiales
Ensayo por líquidos penetrantes (PT): para materiales no ferromagnéticos o como alternativa para defectos superficiales
· Requisito de punto de control: Todas las inspecciones y pruebas de soldadura deben realizarse como mínimo 48 horas después de la finalización de la soldadura
· Trazabilidad de calidad: Todos los registros de inspección se archivan en el sistema de trazabilidad de calidad
Tras la fabricación, cada componente se somete a hot-dip galvanizing (HDG). Este proceso proporciona una unión metalúrgica entre el zinc y el acero, ofreciendo una protección superior y duradera contra la corrosión. La secuencia de galvanizado sigue un proceso estrictamente controlado:
Desengrasado/Limpieza cáustica:Elimina contaminantes orgánicos como aceite, grasa y suciedad
Decapado (baño ácido): Inmersión en ácido clorhídrico o sulfúrico diluido para eliminar la cascarilla de laminación y el óxido, dejando el acero perfectamente limpio
Fluxado:Los componentes se sumergen en una solución de cloruro de zinc y amonio para evitar la oxidación antes del galvanizado
Galvanizado:Inmersión en un baño de zinc fundido a aproximadamente 450°C (840°F)
Enfriamiento/Temple:Enfriamiento controlado para detener la reacción y solidificar el recubrimiento
· Inspección previa al galvanizado:La preparación de la superficie debe estar completa y uniforme antes de la inmersión
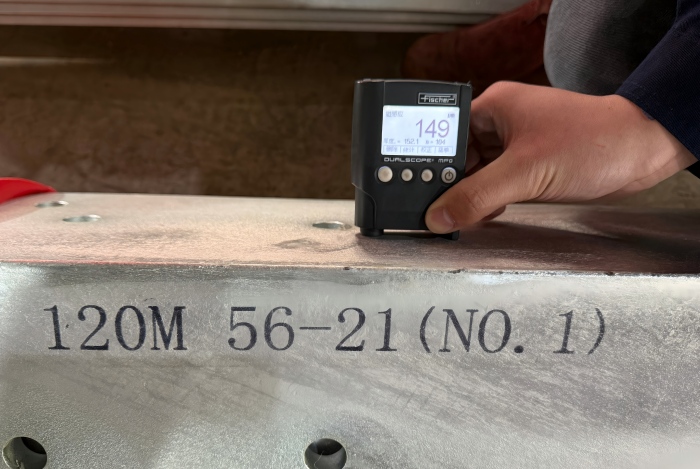
· Espesor del recubrimiento: Medido con calibradores magnéticos o electromagnéticos; espesor mínimo según ASTM A123 o GB/T 13912 (típicamente 85 μm para acero estructural, con espesor aumentado para entornos severos)
· Apariencia del recubrimiento:Debe ser continuo, relativamente liso y libre de manchas de flux, áreas sin recubrimiento, ampollas e inclusiones grandes de escoria
· Pruebas de adhesión: Pruebas de martillo o de corte cruzado verifican la resistencia de la unión del recubrimiento
· Pruebas de uniformidad: Las pruebas de inmersión en sulfato de cobre (prueba de Preece) verifican zonas sin recubrimiento
· Rechazo y retrabajo: Los componentes que no superen la inspección se marcan, se aíslan y se devuelven para su re-galvanizado
El montaje de prueba es un paso de verificación de calidad irremplazable en la fabricación de torres y el punto de control técnico final antes de la entrega. Normalmente se realiza en una plataforma de montaje dedicada, nivelada con precisión para simular el plano de referencia de instalación real.
Los trabajadores siguen estrictamente los planos de montaje y las listas de pernos, utilizando pernos y arandelas idénticos a los utilizados en obra, para ensamblar los elementos principales, diagonales, horizontales y secundarios pieza por pieza. Para cada lote de producción, se seleccionan secciones representativas de la torre o torres completas, así como nodos de cabeza y cuerpo, para el preensamblaje en fábrica.
Durante el montaje de prueba, los ingenieros de calidad se centran en:
· Desviaciones geométricas generales: Ancho del cuerpo de la torre, diferencias diagonales, diferencias de nivel de los brazos transversales
· Ajuste de las uniones de conexión: Verificación de que la limpieza de raíz, el desbaste posterior y los resultados del doblado en caliente cumplen las normas
· Tasa de paso de pernos del 100%: El escariado o la inserción forzada están estrictamente prohibidos; cada orificio de perno debe aceptar su perno sin fuerza
· Compatibilidad de accesorios: Se verifica la compatibilidad de conexión de escaleras, plataformas, soportes de cables y soportes de antenas
Después del ensamblaje, telémetros láser, teodolitos y herramientas de medición especializadas se utilizan para mediciones completas. Cada dato se registra y se toman registros fotográficos. Si se encuentra alguna desviación, el equipo rastrea inmediatamente el proceso responsable e implementa acciones correctivas hasta que se cumplan plenamente todos los requisitos de tolerancia de diseño.
Una vez superado el montaje de prueba, los componentes son numerados según la secuencia de montaje, desmontados y preparados para la entrega. Este paso elimina fundamentalmente las incertidumbres del montaje en obra. Especialmente en proyectos de exportación, identificar y resolver problemas a nivel nacional garantiza que las torres lleguen al sitio listas para un montaje fluido y eficiente.

Tras el exitoso montaje y desmontaje de prueba, los componentes se embalan para el envío. La estrategia de embalaje debe proteger el recubrimiento galvanizado en caliente de daños durante el transporte, al tiempo que maximiza la utilización del contenedor.

Para torres de acero angular, la naturaleza modular del diseño permite un embalaje excepcionalmente eficiente. A diferencia de las secciones de monopolos soldadas que ocupan formas fijas y voluminosas, los elementos de acero angular encajan entre sí con alta densidad. Los métodos de embalaje típicos incluyen:
Envoltorio plástico: Para protección contra la corrosión durante el transporte marítimo
Estructuras o cajas de acero: Para protección estructural de componentes pesados
Estructuras de contenedor a medida: Dimensionadas con precisión para contenedores de 20 o 40 pies, con vigas de carga y puntos de suspensión adaptados a las dimensiones interiores del contenedor
Los componentes se embalan con instrucciones de montaje y todo el hardware necesario—pernos de anclaje, tuercas, arandelas—incluido. Para envíos internacionales, se preparan listas de embalaje detalladas y documentación aduanera.
Conteo e identificación de componentesTodas las piezas verificadas contra las listas de embalaje
Protección del recubrimientoLas superficies galvanizadas están protegidas contra la abrasión durante el transporte
EtiquetadoIdentificación clara de cada componente, en correspondencia con los planos de montaje
Optimización de la carga del contenedorMaximización del aprovechamiento de peso y volumen garantizando la estabilidad durante el tránsito

La fabricación de una torre de celosía autoportante es un proceso sistemático en el que la calidad no se inspecciona al final, sino que se integra en cada etapa. Desde la certificación inicial del material hasta el montaje de prueba final, cada operación está regida por procedimientos calificados, ejecutada por personal cualificado y verificada mediante inspecciones rigurosas. El montaje de prueba, en particular, sirve como la prueba definitiva de la precisión de fabricación: si la torre encaja en el suelo de la fábrica, encajará en el campo.
Para los propietarios de proyectos y operadores de redes, comprender este flujo de fabricación brinda la confianza de que la torre que llega al sitio no es solo una colección de piezas de acero, sino una estructura de ingeniería precisa que ha sido probada—perno a perno—para ensamblarse correctamente, mantenerse de forma fiable y cumplir su misión durante décadas.
Antes de realizar su próximo pedido de torres, estas son las preguntas que separan a los fabricantes profesionales del resto:
· “¿Realizan montaje de prueba en cada lote y puedo presenciarlo?”
· “¿Cuál es su tolerancia de mecanizado de orificios CNC y qué norma siguen?”
· “¿Cuál es la especificación de espesor de galvanizado y cómo lo prueban?”
· “¿Qué métodos de END utilizan en soldaduras críticas y cuál es su tasa de inspección?”
· “¿Puede proporcionar un expediente de calidad completo—certificados de laminación, informes de END, informes de pruebas de galvanizado y registros de montaje de prueba?”
¿Listo para hablar de su próximo proyecto de torres? Contacte a nuestro equipo de ingeniería hoy para diseño a medida, fabricación y planificación de aseguramiento de calidad.








 Red IPv6 compatible
Red IPv6 compatible